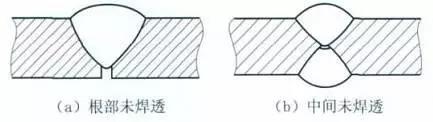
未焊透可能成为裂纹源,是造成焊缝破坏的重要原因。根据焊接件的焊接方式可以分为根部未焊透和中间未焊透。根部未焊透是由于液态焊缝金属未进入根部钝边,大多存在于开V型或U型坡口的单面焊,中间未焊透是由于液态金属未进入中间钝边,大多存在于双V型或双U型坡口双面焊。
未焊透属于危害性较大的缺陷,危害性大于气孔、夹渣和夹钨等缺陷。
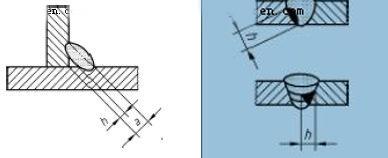
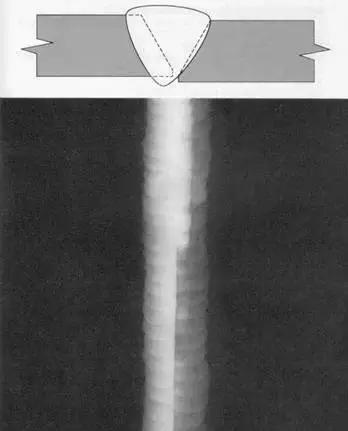
左侧未焊透,右侧为融合 产生未焊透的原因 1)焊接规范不合适,导致电流过小或电弧过长、坡口角度过小、间隙过窄或钝边过大。 2)操作方式不当。如运条速度过快,焊条角度不当,电弧偏吹,焊条摆幅不当等。 3)焊条和焊道清理不净,存有杂物,影响熔合。 (1)未焊透的典型影像是细直黑线,缺陷两侧轮廓都很整齐,为坡口钝边机械加工痕迹,未焊透影像宽度恰好是钝边的间隙的宽度。
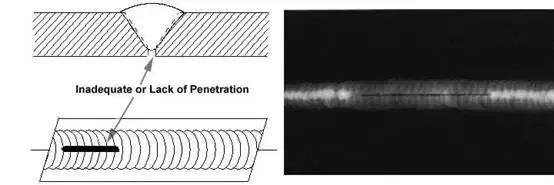
(4)未焊透呈断续或连续分布,有时能贯穿整张底片。 焊接底片图像
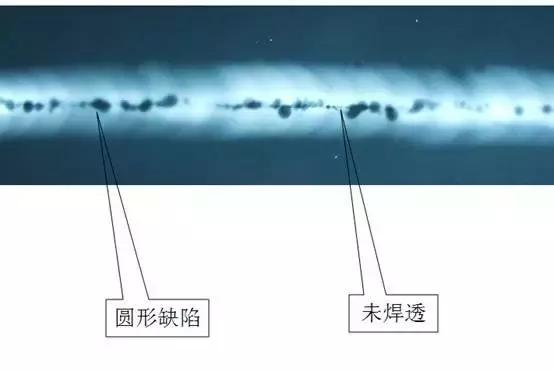
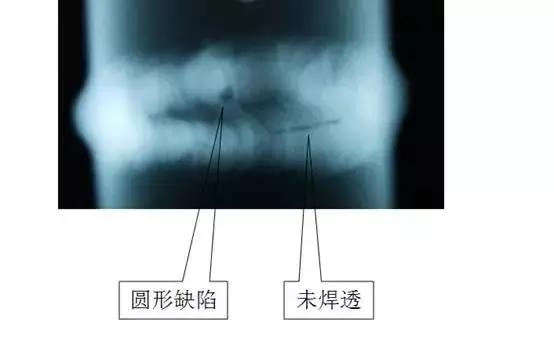
未焊透和圆形缺陷
未焊透影像
管子未焊透影像 焊缝中心有许多圆形缺陷(圆形气孔),再仔细的可以看到有一条位于焊缝中心的黑直线将圆形缺陷串联起来,黑直线即为未焊透影像。
未焊透的防止措施: 运用较大电流来焊接是防止未焊透的基本方式。另外,焊角焊缝时,用交流代替直流以防止磁偏吹,合理规划坡口并加强清理,用短弧焊等措施也可有效防止未焊透的产生。 1)正确选择焊接规范,焊接电流、电弧电压、焊接速度应选择合适。 2)正确选择对口规范,注意坡口两侧及焊层间熔渣和污物的清理。 3)注意运条时焊条角度的调整,使熔合均匀且熔透。 焊接缺陷简介 一、焊缝开裂
搞定应力、拘束力、刚性造成焊缝开裂比较有效的办法是:采取固定焊、分散焊。所谓固定焊:先将焊件的所有焊缝,或是重要部位焊缝,先采取小电流、窄焊道、短距离焊,所有固定住。这样使焊件不易产生较大应力。即便在焊件各处都固定住,但也不可在同一位置顺序向前焊,更不可采取大电流并采用大规格焊条。应换位置焊,不使其局部位置产生过大热量。有拘束力和刚性结构可以采取同样的方式搞定。 二、气孔
产生气孔的主要原因是母材或填充金属表面有锈、油污等,焊条及焊剂未烘干会增加气孔量,因为锈、油污及焊条药皮、焊剂中的水分在高温下分解为气体,增加了高温金属中气体的含量。焊接线能量过小,熔池冷却速度大,不利于气体逸出。焊缝金属脱氧不够也会增加氧气孔。 防止气孔的措施 a.清除焊丝,工作坡口及其附近表面的油污、铁锈、水分和杂物。 b.采用碱性焊条、焊剂,并彻底烘干。 c.采用直流反接并用短电弧施焊。 d.焊前预热,减缓冷却速度。 e.用偏强的规范施焊。 三、夹渣
夹渣产生的原因 a.坡口尺寸不合理; b.坡口有污物; c.多层焊时,层间清渣不彻底; d.焊接线能量小; e.焊缝散热太快,液态金属凝固过快; f.焊条药皮,焊剂化学成分不合理,熔点过高; g. 钨极惰性气体保护焊时,电源极性不当,电、流密度大, 钨极熔化脱落于熔池中; h.手工焊时,焊条摆动不良,不利于熔渣上浮。 |