|
一、焊接应力与变形的基本知识 1、弹性变形和塑性变形 变形:物体在外力或温度等原因的作用下,其形状和尺寸发生变化,这种变化称为物体的变形。弹性变形:当使物体产生变形的外力或其他原因去除后变形也随之消失,物体可恢复原状,这样的变形称为弹性变形。塑性变形:当外力或其他原因去除后变形依旧存在,物体不能恢复原状,这样的变形称为塑性变形。 2、应力 物体受外力作用后所导致物体内部之间的相互作用力称为内力。 另外,在物理、化学或物理化学变化过程中,如温度、金属组织或化学成分发生变化时,在物体内部也会产生内力。 作用在物体单位面积上的内力叫做应力。 根据引起内力原因不一样,可将应力分为工作应力和内应力。 工作应力是由外力作用于物体而引起的应力。 内应力是由物体的化学成分、金相组织及温度等原因变化造成物体内部的不均匀性变形而引起的应力。 3、焊接应力与变形 焊接应力是焊接过程中及焊接过程结束后,存在于焊件中的内应力。 焊接变形是由焊接而引起的焊件尺寸的改变。 二、焊接应力与变形产生的原因 1.焊件的不均匀受热 (1)不受约束的杆件在均匀加热时的应力与变形 其变形属于自由变形,因此在杆件加热过程中不会产生任何内应力,冷却后也不会有任何残余应力和残余变形。 (2)受约束的杆件在均匀加热时的应力与变形 如果加热温度较高,达到或超过材料屈服点温度时(T﹥TS=600),则杆件中产生压缩塑性变形,内部变形由弹性变形和塑性变形两部分组成。当温度恢复到原始温度时,弹性变形恢复,塑性变形不可恢复,可能出现以下三种情况: ①如果杆件能充分自由收缩,那么杆件中只出现残余变形而无残余应力; ②如果杆件受绝对拘束,那么杆件中没有残余变形而存在较大的残余应力; ③如果杆件收缩不充分,那么杆件中既有残余应力又有残余变形。 2.焊缝金属的收缩 当焊缝金属冷却、由液态转为固态时,其体积要收缩。由于焊缝金属与母材是紧密联系的,因此,焊缝金属并不能自由收缩。这将引起整个焊件的变形,同时在焊缝中引起残余应力 3.金属组织的变化 钢在加热及冷却过程中发生金相组织的变化,这些组织的比体积不一样,也会造成焊接应力与变形。 4.焊件的刚性和拘束 刚性——是指焊件抵抗变形的能力 拘束——是指焊件周围物体对焊接变形的约束 第二节 焊接应力与变形的危害 1.工期延误 大型钢结构焊件的变形会严重制约工程的施工进度,因此在重要钢结构施工时,一定要注意按照施工方案施工,及时采取措施避免出现不能接受的变形。 2.焊件报废 当变形量非常严重时,焊件将不可用,这就增加了施工成本以及延误了工期。 3.工伤事故 因此预防焊接应力与变形在焊接施工过程中是非常重要的。
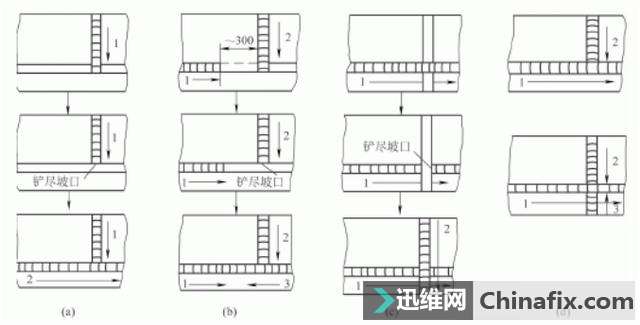
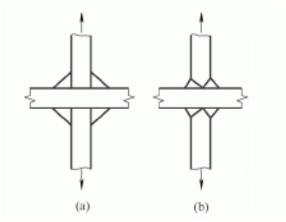
1控制焊接应力的工艺措施 1.1选择合理的焊接顺序 尽可能使焊缝自由收缩,以减少焊接结构在施焊时的约束,最大限度地减小焊接残余应力。 先焊收缩量最大的焊缝,焊后可能产生较大的焊接残余应力的焊缝,使焊缝收缩时的约束度小,故焊接残余应力也就小。如同一结构上既有对接焊缝,又有角焊缝时,应先焊收缩量相对较大的对接焊缝 例1:焊接平面交叉焊缝时,在焊缝交叉点易产生较大的焊接参与应力,如图3-1所示,应采用图3-1(a)~(c)的焊接顺序才能避免在焊缝的交叉点产生裂纹、夹杂等缺陷,图3-1(d)所示为不合理的焊接顺序。图3-1:
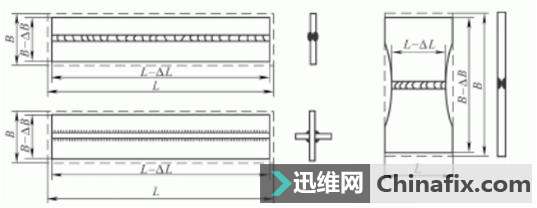
图3-2 局部降低刚度减小内应力 1.3 选择合理的焊接工艺参数 焊接时应尽可能采用小直径焊条和较小的焊接电流,减小焊件受热焊接时应尽可能采用小直径焊条和较小的焊接电流,减小焊件受热; 预热法是指在焊前对焊件的所有进行加热的工艺措施.一般预热的温度在150-350oC之间。其目的是减小焊接区和结构的温度差,以使焊缝区与结构整体尽可能地均匀冷却,从而减小内应力。此法常用于淬硬倾向较大的材料。预热温度与材料、结构刚性等具体情况而定。 在焊接或焊补刚性很大的结构时,选择适当的部位进行加热使之伸长,加热区的伸长带动焊缝部位,使其产生与焊缝收缩方向相反的变形,然后再进行焊接。冷却时,加热区的收缩与焊缝的收缩方向相同,使焊缝有自由收缩的可能,焊接残余应力可大为减小。 在焊后冷却过程中,用锤子或风锤敲击焊缝,促使它产生塑性变形,以抵消焊缝的一部分收缩量,这样就能起到减小焊接残余应力的作用。进行敲击时,温度应当维持在100-150oC之间或400oC以上,避免在200-300之间的蓝脆性阶段进行,以防止因敲击而产生裂纹。 2.消除焊接残余应力的措施如下: 2.1 热处理法 包括:整体热处理和局部热处理法 2.2 温差拉伸法 其基本原理与机械拉伸法相同,它是利用拉伸来抵消焊接时产生的压缩塑性变形的。不一样点是机械拉伸法是利用外力拉伸,而温差拉伸法是利用局部加热的温差来拉伸焊缝区。 2.3 锤击焊缝法 焊后用带小圆弧面的风枪或小手锤锤击焊缝区域,使焊缝得到延伸,从而降低内应力。锤击应保证均匀适度,避免锤击过分产生裂纹。 2.4 振动法 3 控制焊接变形的措施 3.1 5种基本的焊接变形形式 收缩变形 焊件尺寸比焊前缩短的现象称为收缩变形;分横向收缩变形和纵向收缩变形。如图3-3:
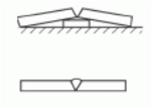
图3-3 纵向和横向收缩 角变形 焊后构件的平面围绕焊缝产生的角位移。见3-4:
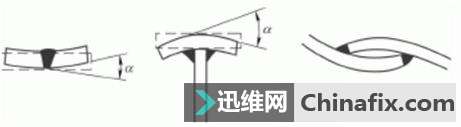
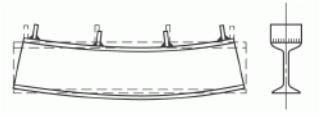
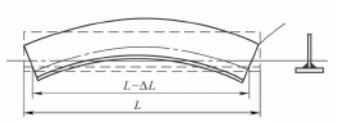
图3-4 角变形 弯曲变形 构件焊后发生弯曲变形,如图3-5,弯曲变形可由横向收缩引起和由纵向收缩引起。
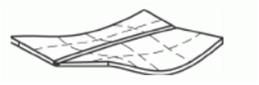
图 3-5 弯曲变形 波浪变形 焊后构件呈波浪变形,如图3-6,这种变形在焊接薄板时最容易出现。
图 3-6 波浪变形 扭曲变形 焊后在结构上出现的扭曲,如图3-7:
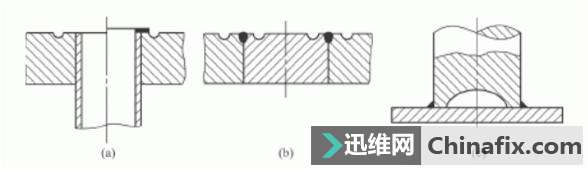
图 3-7扭曲变形 4 控制焊接变形的措施 4.1 规划措施 选择最小的焊缝尺寸 在保证结构足够承载能力的前提下,规划师应尽量采用较小的焊缝尺寸,尤其是角焊缝尺寸,最容易盲目加大。 选择合理的坡口形式 相同厚度的平板对接,开V形坡口比开双V形坡口的角变形大。对于受力较大的丁字接头和十字接头,在保证相同强度条件下采用开坡口的角焊缝可以比一般角焊缝减少焊缝金属量,对减少变形是有利的。如图4-1
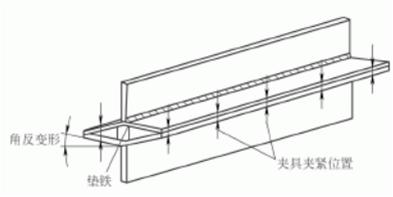
图4-1 相同承载能力的十字接头 减少焊缝的数量 只要条件允许,多采用型材、冲压件;在焊缝密集处,采用铸焊联合结构,就可以减少焊缝数量。此外适当增加壁板厚度,以减少肋板数量后者采用压型结构代替肋板结构,都对防止薄板结构变形是有利的。 合理安排焊缝位置 梁、柱等焊接构件常因焊缝偏心布置而产生弯曲变形。 4.2 工艺措施 反变形法 根据焊件的变形规律,焊前预先将向着与焊接变形相反的方向进行人为的变形(反变形量与焊接变形量相等),使之达到抵消焊接变形的目的。此方式很有效,但是必须准确地估计焊后变形可能产生的变形方向和大小,并根据焊件的结构特点和生产条件灵活使用。 平板对接产生角变形时,可按图方式。
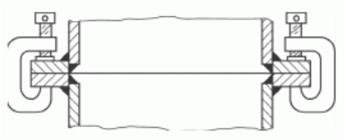
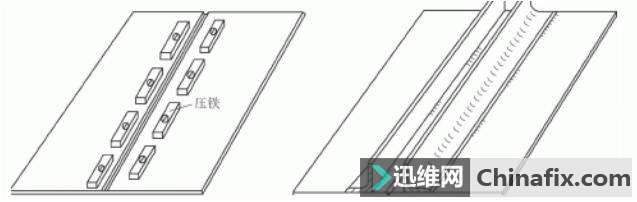
图4-3 刚性固定法焊接法兰盘 ①将焊件固定在刚性平台上。薄板焊接时,可将其用定位焊缝固定在刚性平台上并用压铁压住焊缝附近,待焊缝所有焊完冷却后,再铲除定位焊缝,这样可以避免薄板在焊接时产生波浪变形。如图4-4:
图4-4 薄板拼焊时的刚性固定 ②将焊件组合成刚度更大或对称的结构。如将两根T型梁组合在一起,使焊缝对称于结构截面的中性轴,同时大大的增加了结构的刚度,并配合反变形法(如采用垫铁),采用合理的焊接顺序,对防止弯曲变形和角变形有利,如图4-5:
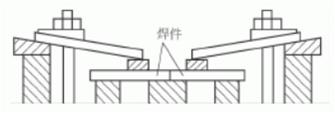
图4-5 T形梁的刚性固定与反变形 ③利用焊接夹具增加结构的刚度和拘束,利用夹紧器将焊件固定,以增加构件的拘束,防止构件产生角变形和弯曲变形,如图4-6:
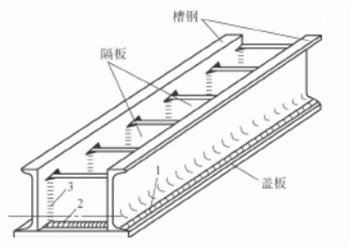
图4-6 对接拼版时的刚性固定 选择合理的装配焊接顺序 在无法运用胎夹具的情况下施焊,一般必须选择合理的焊接顺序,使焊接变形减小到最小。装配施焊顺序应按以下原则进行。① 大型而复杂的焊接结构,只要条件允许,分成若干结构简单的部件,单独进行焊接,然后再装成整体。注意,所划分的部件应易于控制焊接变形,部件总装时焊接量小,同时也便于控制变形; ②正在施焊的焊缝应尽量靠近结构截面的中性轴; ③对于焊缝非对称布置的结构,装配焊接时应先焊焊缝少的一侧。 如图4-7 焊接梁,是由两根槽钢、若干隔板和盖板组成。槽钢与盖板间用角焊缝1来焊接,隔板与盖板即槽钢间用角焊缝2和3来焊接。这个构件可用三种不一样的装配。
图4-7 带盖板的双槽钢焊接梁实例 方案一: 先焊3,由于焊缝3大部分在槽钢中性轴以下焊缝横向收缩产生上挠度f3,再装焊盖板焊接1,由于焊缝1位于中性轴以下,产生上挠度f1.最后焊2,同样产生上挠度f2.总挠度为f=f1+f2+f3。 先装焊槽钢与盖板并焊1,产生挠度f1.再装隔板焊2,产生上挠度f2,最后焊3,由于槽钢与盖板已经形成整体,中性轴从槽钢中心下降,使焊缝3大部分处于中性轴以上,产生下挠度f3,总挠度f=f1+f2-f3。 先装隔板与盖板,焊2,盖板处于自由状态,只产生横向收缩和角变形。即f2=0,装槽钢焊1,产生上挠度f2,再装隔板焊3,产生下挠度f3,总挠度为f=f1-f3。合理的选择焊接方式和焊接参数 能量集中和热出入较低的焊接方式,可有效降低焊接变形。 散热法 利用各种方式将施焊处的热量快速散走,减小焊缝及其周围的受热区,同时还使受热区的受热程度大大降低,达到控制焊接变形的目的。(对淬硬性较高的材料慎用散热法) 挠度:结构构件的轴线或中面由于弯曲引起垂直于轴线或中面方向的线位移。 中性轴:在平面弯曲和斜弯曲情形下,横截面与应力平面的交线上各点的正应力值均为零,这条交线称为中性轴。变形时,横截面将绕中性轴转动。所有截面中性轴组成的平面称为中性面。 |